
自作卓上旋盤その2〜治具でアリ溝風加工
前回の投稿から二ヶ月も経ってしまいましたが現在も製作中です。
往復台の送り機構
手回しでねじ切り出来るようにしたかったので、縦送りはラックとピニオンではなく送りネジにしました。
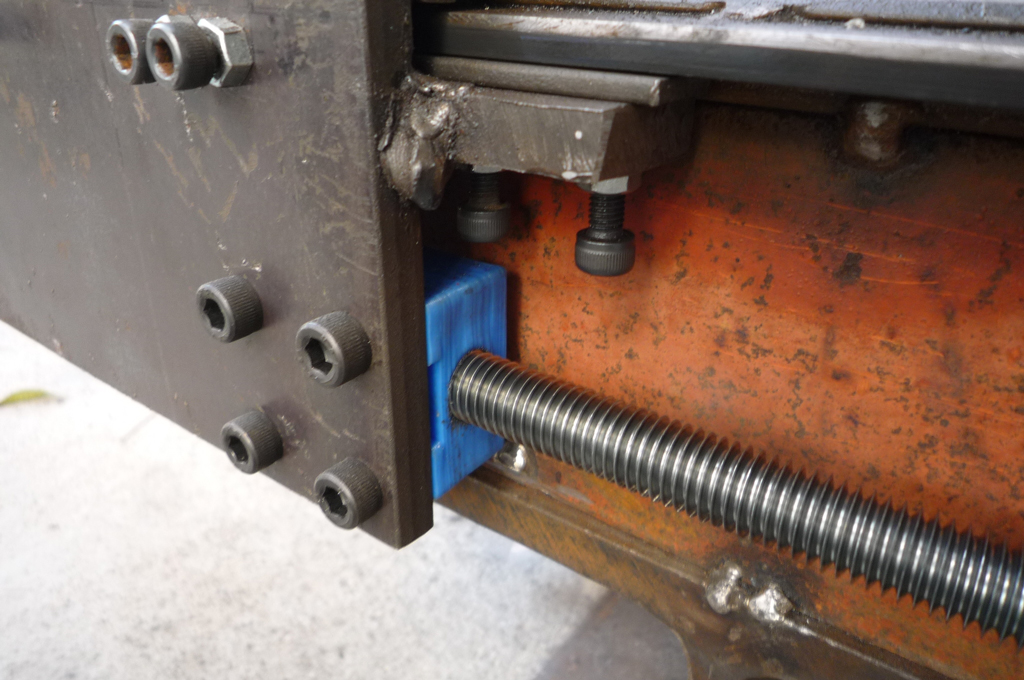
送りナットはPLAで印刷しました。

送りネジはM12です。往復台にガタつき無い状態でも軽く回せます。ハンドルはまだ作っていないので短いモンキーで回しています。
卓上グラインダーで研削
YouTubeにあった旋盤製作動画で卓上グラインダーを使ってアリ溝部品の加工をしていたので真似してみる事にしました。
XYテーブルの上に治具を付け、約60度にワークをセット出来るようにします。
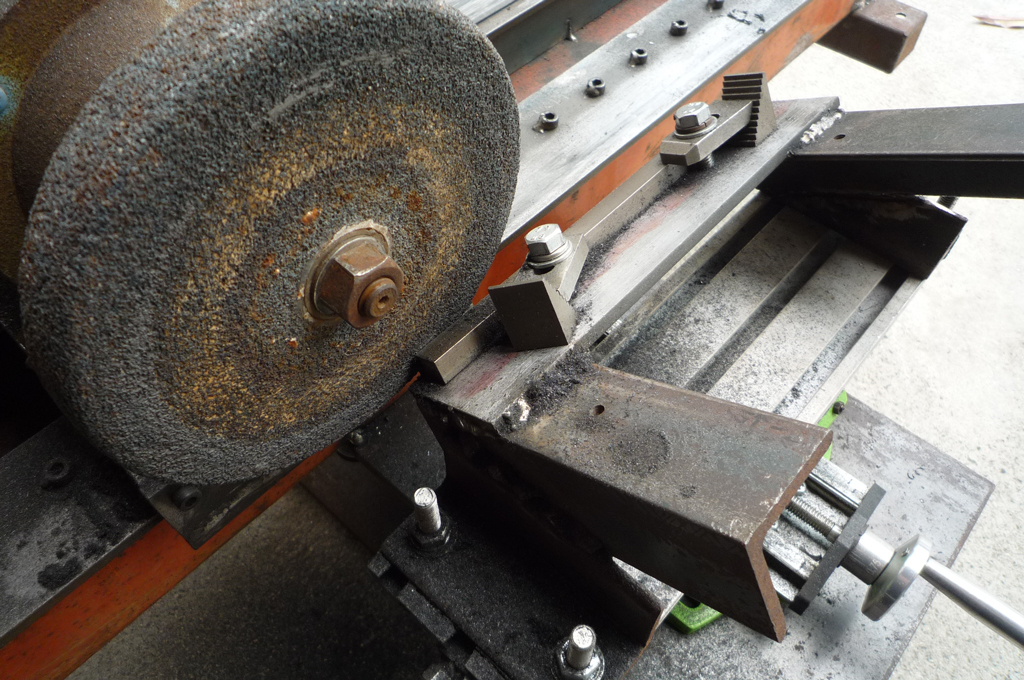
廃材を集めてワーク固定用ブラケットを作りました。溶接が下手くそなのはそっとしておいてください(;ω;)

こんな感じで角度が付いています。

ワークの固定がカツカツです。一応固定はされています。
往復台を左右に動かして削っていきます。

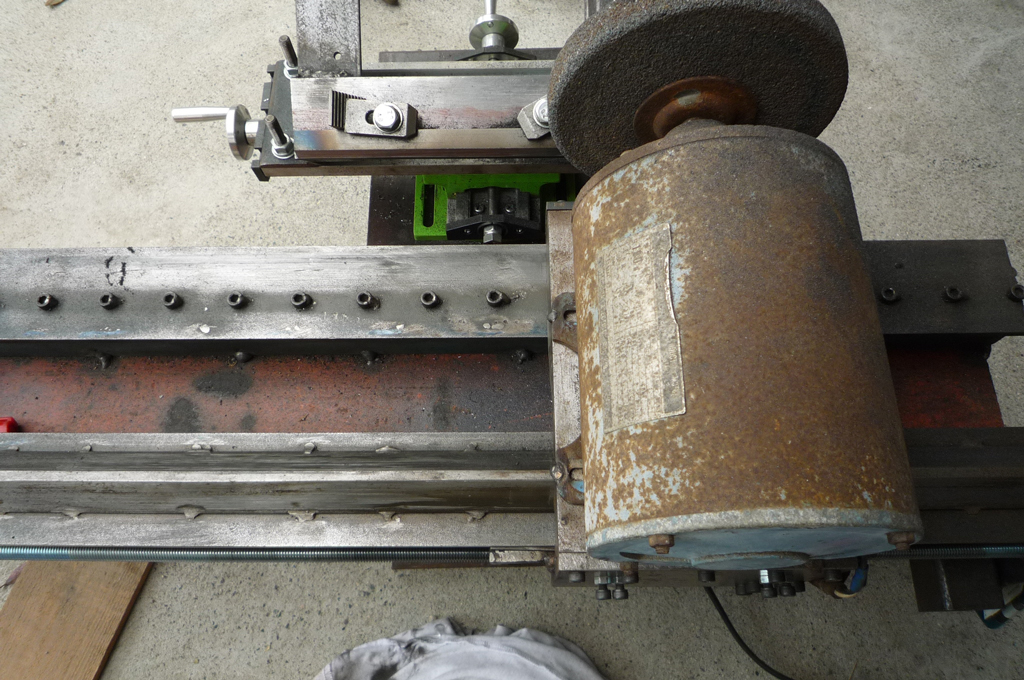
往復台にちょん付け溶接でもしっかり固定されていました。
で、上手く加工出来たか?というと出来ていません!( ´Д`)
なかなか削れない上に研削抵抗が大きく摩擦でめちゃくちゃ熱くなってしまいました。結構苦労して作ったのですがこれはボツです!
エンドミルで切削
今度は角度付きのブラケットを使いスピンドルを往復台に取り付けました。

XYテーブルの下にシム(紙)を挟み、ベッドのレールと水平になる様に調整をしました。

約60度傾けています。
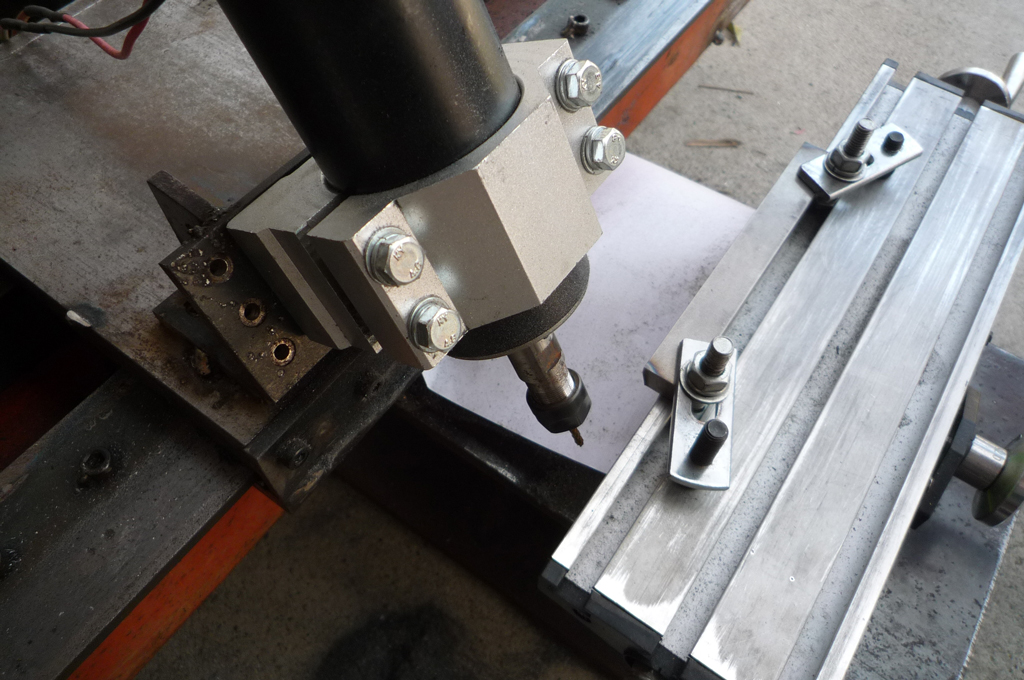
ダイヤルゲージを使いベッドのレールとワークとの平行を出しました。
切削結果
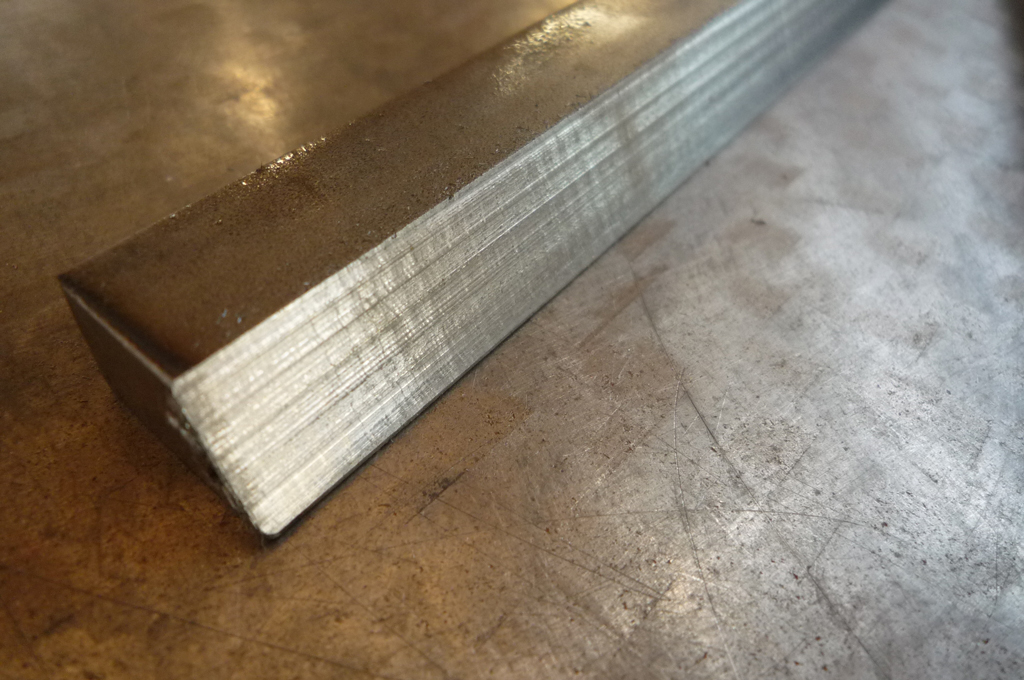
材料はモノタロウで購入したSS400D(ミガキ材)フラットバーの10×16です。約1,500円/mとお手頃でした。

140mmと200mmにカットしました。寸法を勘違いして一番下のは210mmあるので切らないといけませんが後回し。

一からエンドミルで削ると時間が掛かりそうなのでザックリとディスクグラインダーで削りました。

ワークをセットするとこんな感じです。

一本削るのに30分くらい掛かりました。
少し肌が荒れていますが十分満足出来る結果でした。Amazonで購入した一本200円もしない安物のエンドミルでしたが十分でした。少々の凸凹はこの後擦り合わせてなんちゃってキサゲをするので問題ありません。
次回
今回削ったアリ溝部品は外側用なので今度は内側用を作らなければなりません。外側は10mm厚なので内側用に9mm厚のキー材をAmazonで注文しておきました。購入したキー材はS45Cなので同じ様に削れるか少々心配ですがなる様になるでしょう。
いちおう動画を。