
GRBL1.1でレーザー加工
ようやくレーザー加工機が使えるようになりました。こちらのサイトのおかげです。mirror nerrorさん大変お世話になりました。ではさっそく成果を見ていただきましょう!
レーザー加工

Fusion360でGコードを書き出したのですが、まだいまいち使い方が分かっていないので変なVマークが付いてしまっています。しかしちゃんとPWM制御されているようです。

トップ画のダンボーです。写真は設定が難しいですね。
今回はMDFでしたが、材料ごとの条件表を作ったほうが良さそうですね。
基板の改造・配線
改造というほどのこともないのですが、配線を追加しました。配線ミスでショートさせてしまったのか、NANOが使えなくなってしまったので、再購入しました。
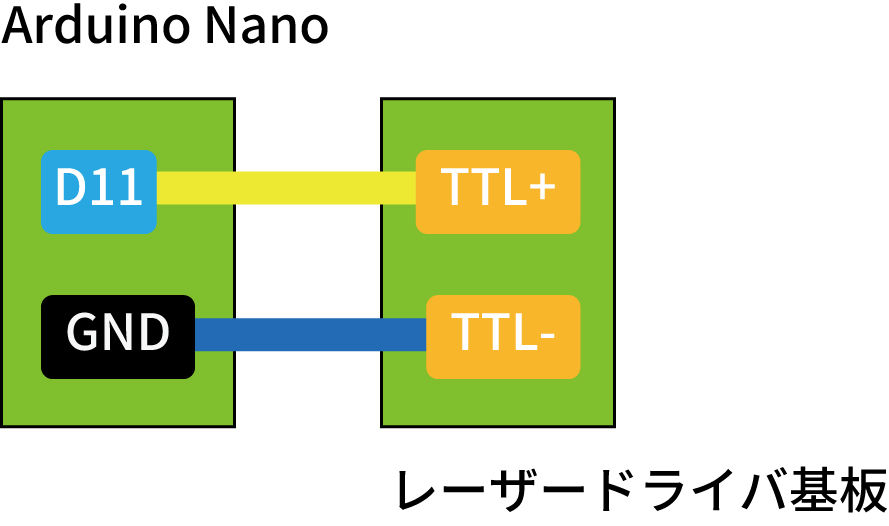
このような配線にするため基板に配線を直ではんだ付けしました。
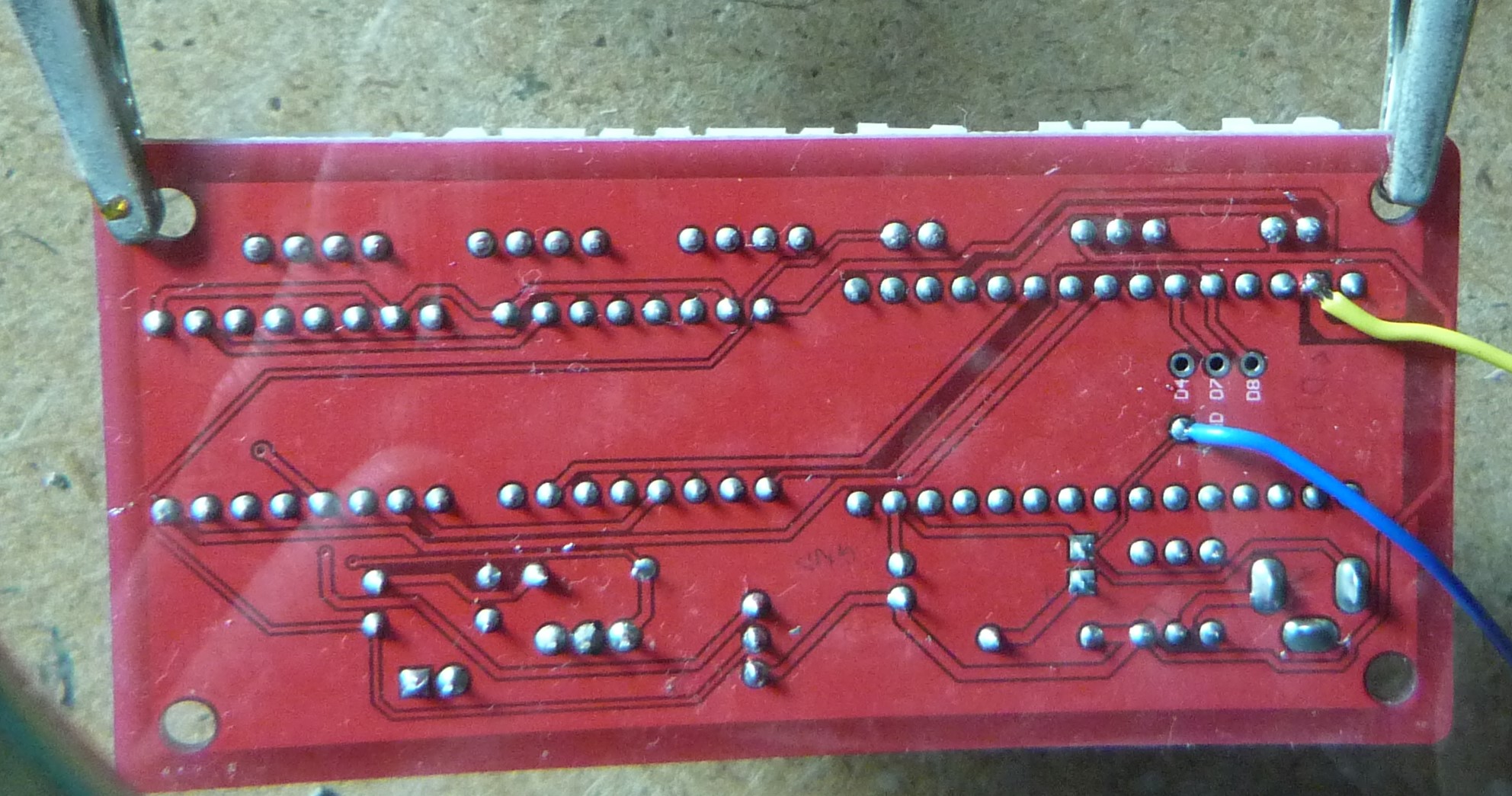
今はコネクタがないので仮配線状態です。
テスト
S1000の時0.75AでしたがとりあえずS1000からS100まで測定してみました。小数点は適当なところで切り捨てました。
- S1000→5.4V 0.75A→4.05W [100%]
- S900 →5.1V 0.74A→3.774W [93%]
- S800 →4.7V 0.73A→3.431W [84%]
- S700 →4.2V 0.70A→2.94W [72%]
- S600 →3.7V 0.65A→2.405W [59%]
- S500 →3.2V 0.59A→1.888W [46%]
- S400 →2.5V 0.50A→1.25W [30%]
- S300 →2.1V 0.40A→0.84W [20%]
- S200 →1.6V 0.28A→0.448W [11%]
- S100 →1.1V 0.14A→0.154W [0.03%]
といった感じでした。切り捨てているのでちょっと数値がおかしくなったのかな?その後一応S1000の時に1Aになるように調整しておきました。1Aも流すとレーザードライバ基板が熱を持ってきていたので、レーザーダイオードの為にもあまりマックスパワーで使わないほうがいいでしょう。
今後
今後はアクリルのカットやゴムのカットなどやってみたいと思います。エンブレムなど作りたいですね。15W化しようかと思っていましたがやめます。ヤフオクで25,000円しないくらいで出ていますが、CO2レーザーを作りたいのでそっちに資金を回そうと思います。
追記:2019年10月13日
CO2レーザー加工機の製作は断念しました。あまり使用用途もないので…。刻印、塗装剥離の用途ならレーザーダイオードでも今の所困っていません。ただ精度が悪いため改造は目論んでいます。
15件のコメント
始めまして。
maru5960と申します。
mirror nerrorさん、えべす屋工房のブログを楽しく拝見しております。
おそらく、えべす屋工房さんのお持ちのレーザーマシンと同じものを同じ時期に購入しております。
時分もPWMしたくて、徘徊(ネットです)しておりましたが、ここにたどりつきました。
昨日、配線を行い、テスト致しました。滑らかな写真のレーザー彫刻が出来ました。
本当にありがとうございました。
一点ご教授願いたいのですが、
X軸の動きが最近おかしく、モーターがデーター以上にステップしてしまっているようです。
脱調カトもおいましたが、どうやら違う気がします。
LASERGRBLと言うソフトを使っています。このソフトは水平方向・垂直方向に加え斜めに加工するモードが有り、このななめで加工しましたが加工された軌跡に隙間が発生します。
大きく隙間が明くときには、”ガクン”と異音がしてずれてしまいます。
えべす屋工房さんのところではそんな現象は無いですか?
初回早々長々と申し訳ありませんでした。
また、突然の質問も申し訳ありません。よろしくお願いいたします。
コメントありがとうございます。少しでもお役に立てたならブログをやっている甲斐がありました。
maru5960さんはどのくらいの速度で刻印されていますか?
私の持っているレーザー加工機と同じタイプだと、ヘッドとX軸モーターが一体なので高速で動かすとヘッドの重量で流れてしまっているかもしれません。
こちらのページのような現象でしょうか?
早速のお返事ありがとうございます。
800mm/minで加工しました。加速度の設定は1000mm/sec^2です。G0速度は20000mm/minに設定してます。
隙間の空く現象は極たまになんです。余計と分からないですが、”重さで動く”とのご指摘は、実は改造してありまして、z軸を設けております。1軸ステージを載せました。かなり重量があります。
明日にでも、加減速の設定をいじってみようかと思います。停止時の負荷が大きいのかもですね。
参考になりました。その他アドバイスをお願い致します。
20000mm/minで動かして脱調しませんか?
加工写真があると何かわかるかもしれないのですが…。同じ加工をして再現性はありますか?再現性がない場合PC側の問題もあるかもしれません。
おはようございます。G0の速度にて脱調はしていません。加工データーは再現できています。
加速阻の変更はしましたが、結果はまだ、確認できません。以前別のソフト(添付されていたソフト)だと、ひどく今回の様な現象が多発しておりました。
パソコンの問題?
加工した写真を見て頂きたいのですが、どうすれば???。
済みません。
加工写真は何かYouTubeのようなSNSをやられていればそのURLを添付していただければと思います。
もし他の方に公開したくない場合はお問い合わせフォームからお願いします。
今のところ送るすべがないです。済みません。
ずれた場合を言葉にすると、
1mmピッチで刻印しているラインが突然1.5mmになりそこからまた、1mmピッチで、刻印をしていく感じです。したがって、途中の0.5mm分だけ、隙間が空くようになります。
私のところのマシンは左手前が原点です。今までのずれ方は大方ヘッドが右側に移動しすぎている感じです。加速度の設定は500mm/sec^2です。G0速度は10000mm/minに設定しました。
えべす屋工房さんの仰る通り、止まれないのかも知れません。
力になれずすみません。
maru5960さんがよろしければ、コメントの際に入力されたメールアドレスへメッセージをお送りしますので写真を添付して返信いただければと思います。
お願いします。
Gmailアプリが開けなくなってしまったので明日以降にメールいたします。
おはようございます。
ボリューム調整してみました。!
何の変化もないです。(;一_一)。
はじめは、S10に設定して、ボリュームを調整したのですが、どちらに回しても
発光しないため、元に戻して、S50に設定し、同様にボリューム調整をしましたが、変化なしです。壊れている?
青い長方形のボリュームです。
2枚目はレーザーの電源を写真の一番左のコネクターより供給しています。
理由は、本来ですと、左から3番目のコネクターになるのですが、購入当時、LaserGrblの設定をPWM(改造する以前)に変更して稼働させたら
CMOSFETの素子が焼けてしまいました。懲りずに3回も。
それで、今回は、別のコネクターからの供給にしました。電源は12V有ります
お忙しいところ済みません。
写真はg-mail出送りました。メールがスパムになっているようで、こちらからもお送りしました。
もう CO2レーザーカッターは作り始められたのでしょうか?
同じような事をされていますね。
動かして満足していたLEDレーザーを再び激しく動かしています。
CO2レーザーを作るには3Dプリンタやレーザーカッターが必要で、急遽再稼働です。
セットで買ったT型のレーザーで、みんな中国語でボロボロでしたので、GRBLを0.9から1.1fに入れ替えてセンダーもLaserGRBLにして動かしています。
すごく良いですね。JWcad で書いてInkscape でSVGにしてそのままMDFをカットしています。F200 S1000 で2パスで 2.5mm のMDFがカットできるようになりました。
これを張り合わせて CO2 レーザーカッターのパーツを作り始めました。
コメントありがとうございます(^-^)
CO2レーザーですが…すみません、諦めました。というのも私の使用頻度を考えるとCNCフライスを作る方がいいかなと思ったからです。
レーザーの使用が刻印や塗装剥離用途の為、今のところレーザーダイオードで事足りています。透明のアクリルが切りたくなったらホームセンターで借りればいいかなと(メンテナンスしなくて済みますし)
ただ精度がいまいちなので改造を目論んでいます。ミニCNCでアクリルをカットして製作しようと思っています。
sbinさんの製作も楽しみにしてます。お互いに頑張りましょう(^-^)/
返信ありがとうございます。そうでしたか。確かに LEDでも結構使えますね。
ようやく重い腰を上げて排気を作り始めました。
CO2のレーザーカッター作るのにレーザーカッターが必要になるので、手を入れ始めました。木材を切ると燻煙の匂いが充満してしまうので喚起は必須ですね。今更ですが。
暫くは2.5mm のMDFを多用しそうです。CNC3020はそれなりの精度がでていて便利ですね。GRBLも十分精度よく加工できていますが、MACH3によるレーザーカッターを造りたいなあと目論んでおります。